2人で分担、プラ型の回転コア(テーパ部)をレーザー溶接
毎度お馴染みとなってきました、プラスチック金型をレーザー溶接で補修する一例です。
レーザー溶接の肉盛高さは約0.2mm、幅が約3mmが依頼内容です。
依頼のあった金型は、キャップの容器のようなプラスチック製品で、繁閑期を考慮してこれからの暑い夏の時期に金型を補修し冬本番の時期に準備するのが恒例となっているそうです。
なるほど。
…と感心してばかりもしていられないので、レーザー溶接を進めていきます。

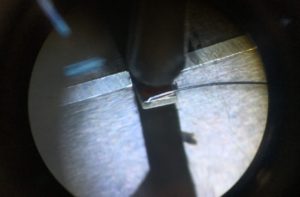
プラ型の回転コアをレーザー角出し
まずは、バイスに挟んで斜めに角度調整を行います。
微妙な変化で溶接後の出来栄えに影響するので、いざ作業を始めると思っていたより時間を要するのですが、そこは慎重に行っていきます。
根気よく・・・ベテラン職人の義父は口癖のように「根気・・・根気・・・」
と、つぶやきが聞こえてくることがあります。そうなんです。皆さまもご察しの通りかもしれませんが、溶接作業は”根気”がポイント。義父担当のアルゴン溶接(TIG溶接)もレーザー溶接も、その点は同じなんです。
”コツコツ”と手作業で行っている仕事の本質なのかもしれません。
さて、角度のセットが決まれば次に、レーザー溶接ワイヤーを使用し肉盛、角出しをしていきます。
少しずつ回し、高さ0.2mm以上を目指しGOAL肉盛終了。
ここまでが、レーザー溶接職人1人目の役割。

プラ型の回転コア、テーパ部をレーザー肉盛
ここからは、角度の調整を今一度し直し…という方法をとっています。
角度の調整を今一度し直し、という部分が重要です!
そこで、もう1台のレーザー溶接機で、2人目の作業者にバトンタッチしてスムーズに次の溶接作業に進めます。
ここでは、製品部との境界線パートライン(PL)から製品外の部分へと幅が3mm必要です。セットできればバンバン進めます。
打ち合わせ段階で、納期に余裕をいただいていましたので、その分は比較的低価格での提案をさせていただき了承を得ることができました。
ここまで読んでいただき、ありがとうございます。
今日のレーザー溶接職人
「レジ袋」と検索してみると・・・販売の知らせも出てきますが、ニュースもすぐに目に付きます。
レジ袋禁止法が発行、違反事業者に罰金”NZ ニュージーランド”
G20大阪サミットは、海洋プラスチックごみによる新たな汚染を2050年までにゼロとすることで合意。世界的に関心の高まる中、NZでは違反した事業者には最高10万NZドル(約720万円)の罰金が科せられる。とあります。
https://www.excite.co.jp/news/article/Jiji_20190701X730/
(「exciteニュース」より引用させていただきました。)
これはもう、プラスチック製品に関連する業者は仕事に影響が及ばないはずがありません。
当然、遅かれ早かれ・・・プラスチック製品用金型を溶接するのがメインの当社にも。
確かに、川や海に流れ込むプラスチックが減ることで、そこに関わり生きる動物が傷つきにくくなるのは間違いないと感じます。
真剣に対策を練って動かなければなりません。
私たちも、動物も共に生きるために。
Follow me!