レーザー溶接とティグ溶接(TIG溶接)
レーザー溶接とティグ溶接(TIG溶接)の特性を比較してみました。
溶接のイメージ
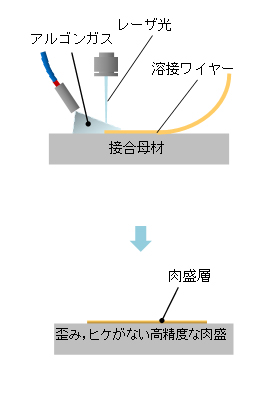
レーザー溶接
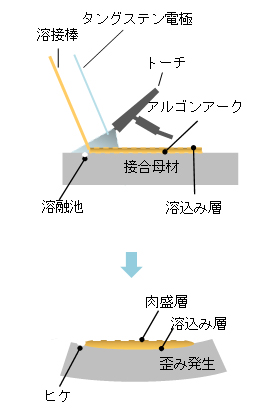
ティグ溶接(TIG溶接)
それぞれの長所
レーザ溶接
- 操作が簡単
- 熱入力が低い(歪み,ヒケ,酸化が少ない、高精度な肉盛・溶接が可能)
- 狭い溝・内角の隅肉・穴の底面などの肉盛が可能
- 予熱・後熱が不要
ティグ溶接(TIG溶接)
- 肉盛スピードが速い
- 下向きだけでなく、上向きの肉盛も可能
- 広範囲・多量の肉盛が短時間で可能
【それぞれの短所】
レーザ溶接
- 広範囲ではスピードが遅く時間がかかる
- 顧客との密な交渉をしないと費用面でニーズに合わないこともある
ティグ溶接(TIG溶接)
- 熟練を要する
- 熱入力が大きい(歪み・ヒケが大きい)
- 余肉が大きい(仕上げ時間と費用がかかる)

ティグ溶接(TIG溶接)は、広い範囲の肉盛溶接や製品部以外のベース部またはランナー部において多く用いられる溶接技術であり、一般的には困難とされる上向きの溶接も可能であるほど、操作性が優れている。
一方でレーザ溶接は、0.1㎜単位の精密な肉盛溶接が可能である。
特に高精度が求められる製品部において、溶接不良の重大な原因とるティグ溶接(TIG溶接)で発生したヒケ※を補う肉盛溶接には最適である。
(※ヒケとは、溶接時に発生する接合母材における「へこみ」や「やせ」をいう。)
当社ではご紹介した新旧の溶接技術の中から、顧客における費用対効果が最も優れた金型熔接のご提案が可能です。