受け継がれてきた溶接技術
当社はレーザー溶接機以外にも精密ティグ溶接(精密TIG溶接)、ティグ溶接(TIG溶接)、さらにガス溶接機を駆使し、個々の製品に合致した溶接を行っております。
現在、半自動(CO2)溶接の短所を補うという観点からレーザ溶接に対する需要が増しており、当事業計画は新旧の技術サービスの融合を図ろうとするものであります。
創業以来、長年に渡りあらゆる問題を克服し、現在に至っております。
さらに金型に限らずあらゆる金属部品・鋳物・ステンレス・アルミ・銅 等の溶接と平行して、半自動(CO2)溶接・ロー付け等、溶接全般に渡る業務を引き受けさせていただいております。
当社の溶接技術
- 【半自動(CO2)溶接】溶融接合、アーク溶接
溶接ワイヤーを電極にしてシールドガスを使用し溶接 - 【ティグ溶接(TIG溶接)】溶融接合、アーク溶接
タングステンを電極にしてシールドガスを使用し溶接 - 【レーザー溶接】溶融接合、アーク溶接
レーザー光線から発生する熱を利用し溶接 - 【ガス溶接】溶融接合
可燃ガスの燃焼によって得られる熱を利用し溶接 - 【ろう接】液相・固相反応接合接合
接合母材よりも融点の低いろうを用い、融解させずに接合
数十年来の溶接技術であるろう接は、銅パイプと真鍮ナットの溶接には欠かせない(アルミダイカスト金型の冷却に多用されている)ものであるが、この溶接はティグ溶接(TIG溶接)やレーザ溶接では不可能である。
当社では、このような従来式の溶接技術と、レーザ溶接技術を並存させた上で、新旧の溶接技術の中から、顧客における費用対効果が最も優れた金型溶接の提案を行いたいと考えている。
精密ティグ溶接(精密TIG溶接)機
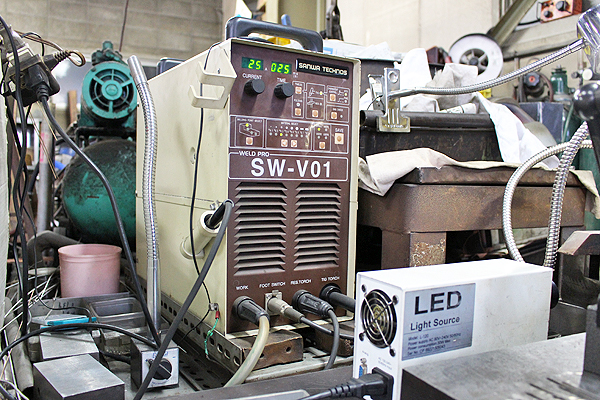
精密ティグ溶接(精密TIG溶接)機
超高精度肉盛溶接機 ”セイミツ、パチパチ、カンイ、チゲモリ等々”と呼ばれます。
ティグ溶接(TIG溶接)に比べ精密な肉盛溶接が可能。
レーザーでは広すぎ・多すぎ、TIGでは精度が出ないような中間的なニーズに最適な溶接機。
主に直径Φ0.4~0.8mmの溶接ワイヤーを使用。
見た目、小さな溶接機ですが顕微鏡を使用し溶接を行うので時間的余裕が必要な場合が多い。

精密ティグ溶接(精密TIG溶接)、金型のパーティングライン部を肉盛溶接
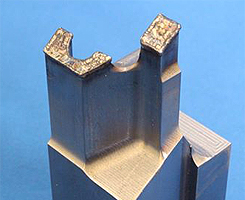
精密ティグ溶接(精密TIG溶接)、プラスチック金型のスライド先端を精密ティグ溶接(精密TIG溶接)にて肉盛補修
金型の凹み部アール形状の設計変更に伴う肉盛溶接
ティグ溶接(TIG溶接)

TIG溶接機
「アルゴン溶接」と呼ばれる
操作性が良く、肉盛スピードが速い。
レーザー溶接に比べ広範囲、多量の肉盛が短時間で可能。
ランニングコストが安い。
熟練を要することもある。
熱入力(歪み、ヒケが大きい)
余肉が大きい(溶接後工程に時間とコストがかかる)
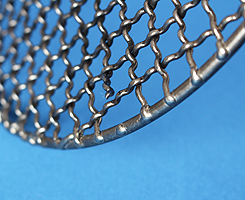
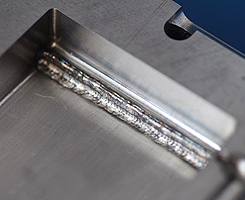
焼き肉用アミの洗浄事業業者様より、焼き肉のアミの補修に伴う溶接。

円筒部を片側0.25㎜肉盛溶接、いわゆる“ドカ盛り”溶接加工の例
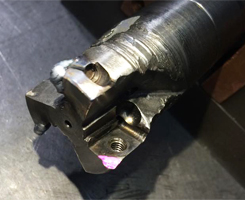
パーツの破損部分をティグ溶接(TIG溶接)で補修。比較的安価で設備を復旧させることができます。
写真はNCフライスホルダー(切削加工機用ツール)
ガス溶接機
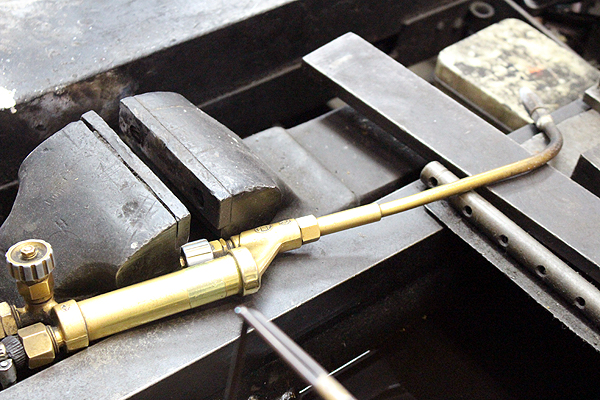
ガス溶接機
ガス溶接機(低温肉盛”テイオン”と呼ばれる)
金型の摺動面などの低温肉盛
バイトの銀ろう付け(超硬合金、チップの溶接)
銅、真鍮、ステンレスの接合に最適
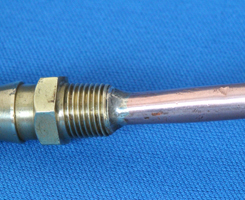
銅パイプと真鍮。ガス溶接の銀ロー付
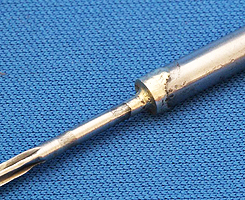
ロー付け。リーマをロー付け。
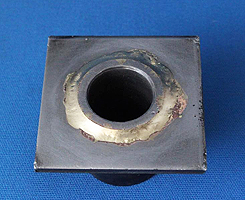
材質SS系。パイプと鉄板のロー付け。
半自動(CO2)溶接機
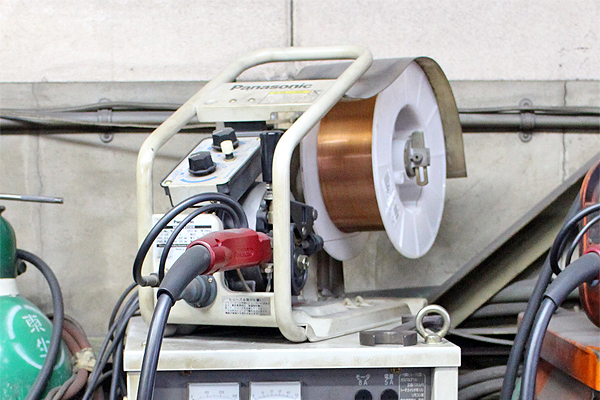
半自動CO2溶接機
半自動アーク溶接では溶接材料としてワイヤー、アーク放電のシールド材として二酸化炭素を用いる。ワイヤーもガスも連続的に長時間供給できる。
溶接材料は自動的に供給されるが、溶接作業は手作業であることには変わりが無いので、この溶接方法は一般的に半自動アーク溶接と言われている。学術的には、半自動アーク溶接はガスシールドアーク溶接の一種であるが、単にアーク溶接と言えば、半自動アーク溶接のことを指すほど一般的である。半自動溶接はガスシールドアーク溶接なので風に弱く、屋外での溶接は風対策が必要である。
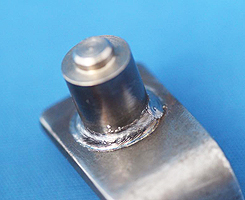
量産の金属製品に伴う溶接

半自動(CO2)溶接機で作成した溶接施工開始時に試しとして使う道具?!です。

半自動(CO2)溶接機で作成した鉄製の台車(400×600×1200)。弊社にて主にレーザー溶接で大物の溶接施工時に使用しています。