レーザー肉盛×銅の治具活用
レーザー肉盛×銅の治具活用
こんにちは。
今回は、材質がHPM38の部品を補修するためにレーザー肉盛を行っています。
一部分が、板形状になっており、その部分の仕上がり板厚さが1.6mmです。
その部分の切削加工補修するためにレーザー肉盛の引き合いをいただきました。
必要な肉盛高さは・・・1mmほどあるのです!
お客様には、打ち合わせ段階で「納期時間は”緩めで調整”しますので、何とか手直ししたいです。」との意向を聞かせていただいています。
レーザー肉盛補修を行うか?または、 作り替えるか?!
作り替えることも検討されたのですが、現在機能停止状態の中国の関係も相まっているとのことでした。
打ち合わせ後に、レーザー肉盛を行うことに決定!
全部で3個あります、まさに一つ一つ、コツコツと行っていきます。
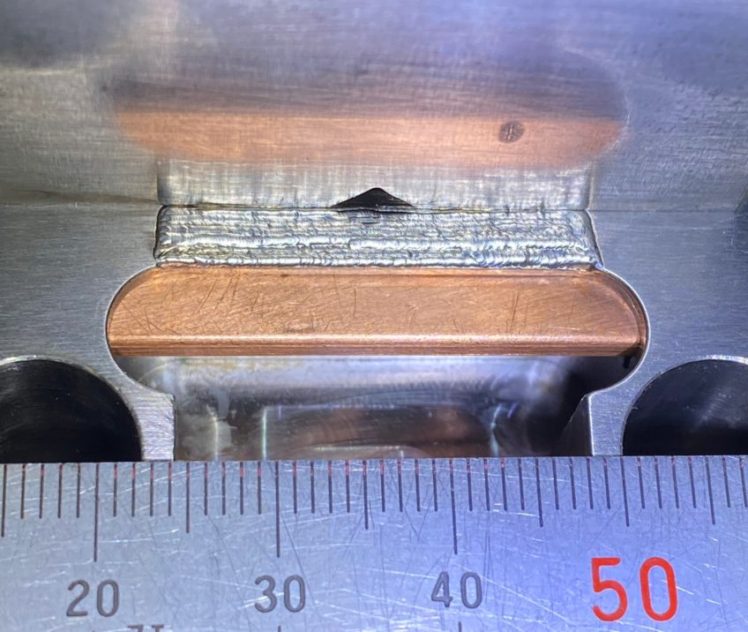
そのポイントは、銅を治具活用すること。
兎に角、慎重にピタリと必要な部分に必要に応じて銅を添わす。
”添わす”ブログを書きつつ、我ながら良いニュアンス!
このようなイメージでしょうか。
熱伝導率の高さを利用して、母材に加わる溶接による入熱を銅へ逃がしつつ肉盛します。
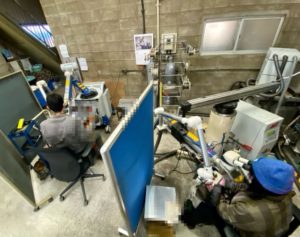
はじめは、職人と話しつつ銅をセッティング。
その後にレーザー溶接加工をはじめます。
はじめの一歩は少しずつ・・・少しずつ・・・
電力をアップして、肉盛すれば加工時間は短縮されます。
しかし、反りや変形、歪む確率は上がり不良へと進みます。
電力をダウンして、肉盛すれば加工時間はより長くなります。
特に今回ようなの場合であれば、10倍もしくはそれ以上に長くなると予想できるので、作業者の根気は限界を突破・・・
体力気力の限界の超える上に、生産性の限界を超える。
結果として自分達で自分達を苦しめ、行く先は、お客様にも迷惑をおかけすることへも繋がると考えます。
やはり、治具の活用を推し量ることがBEST!
そのためにも、溶接に関わる部品への入熱などに関わる”温度管理”に今後は注力していくべきだと感じます。
見える化や、数値化へと進める良い機会をいただいています。
今日の若き溶接職人
マスク姿が当たり前す、お顔を拝見できないことが当たり前。
”マスク美人”何という言葉もあるそうですが、素顔が一番のように思います。
特に、10年後・・・子供たちへの影響が気になります。
Follow me!