銅合金(金型の部品)にレーザー肉盛が威力を発揮!
銅合金のレーザー溶接
銅合金の溶接は、レーザー溶接の中でもパワーが最も必要となる材質となります。
他には、アルミの例も挙げられます。
今回は、レーザー溶接機”ALM300”を活用してモリモリとレーザー肉盛、その威力を発揮しています!
とは言いましても、機械の特性だけではなく職人の技術や知識も大きなポイントとなります。
技術については、特に円滑に溶接ワイヤーを送り込まなくてはなりません。
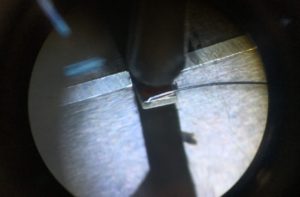
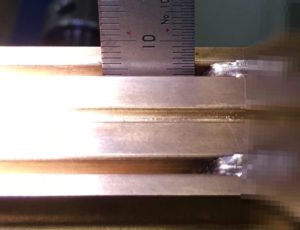
溝のような形状(リブ形状)巾約2mm、深さ約6mmあり、溝を埋めるような依頼内容で、溶接ワイヤーは0.3mm~0.6mmを使用しています。
溶接ワイヤーが少し溶けると積み上げ、また少し溶けると積み上げることを繰り返し・・・視覚を顕微鏡の確認に集中させ、触覚を指先の感覚に集中させてレーザー肉盛していきます。
また、知識としては奥まった形状の場合にアルゴンガスをシールドさせることが重要となります。
ガス流量のチェックは勿論、その先端のノズルの向きや距離感にはこれまでの知識がカギとなっています。
そのことは、TIG(アルゴン)溶接でも共通すつことなので、その経験やベテラン職人の意見も参考にすることもあり助かっています。
材質としては、仮に鉄鋼系統の材料であってもよりハイパワーが必要となります。
溶接材料と溶接ワイヤーが溶ける温度に達する条件を整えることがポイントです。
レーザー溶接機”AL200”でも充分にその役目を果たしますが、やはりそこはハイパワーにお任せあれ!ALM250も良いですが、ALM300これが一番威力発揮する案件でした。
今日のレーザー溶接職人
フットサル、懲りずにフットサル・・・続けています。
3年目となるものの本当に上達せず、試合らしいものはほとんどないスクールでもミスを連発・・・ドリブルがどうも上手くいきません。
しかし、少しでも成長するようにボールに蹴ってます。
今日も、怪我なく終了。一緒に汗流すコーチや仲間に感謝です!
Follow me!