”余盛を極力少なく”レーザー溶接の勝負の為所!
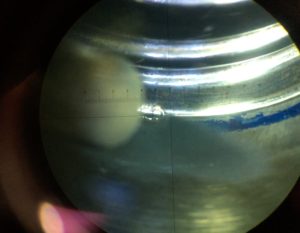
レーザー肉盛溶接前
レーザー溶接機は、顕微鏡を覗いて行っています。
その一例を紹介します。プラスチック金型の一部をレーザー肉盛溶接で補修をする依頼がありました。溶接前の16倍の拡大画像を添付しています。
依頼内容として簡単には、欠損している部分を補うようにレーザー肉盛溶接をするというものです。
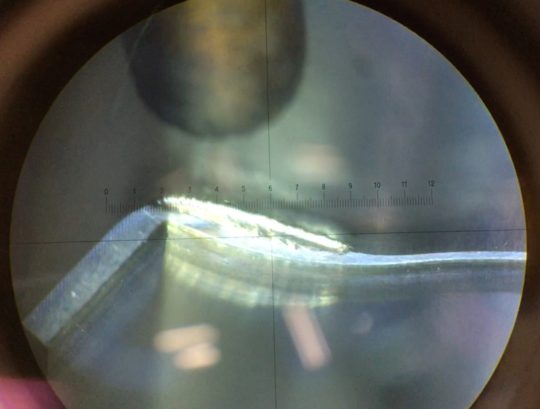
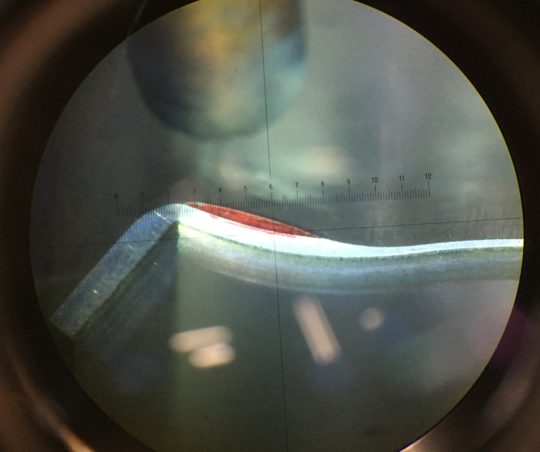
レーザー肉盛溶接後
ポイントは”必要以上に肉盛溶接し過ぎない”ように、お客様が溶接後の仕上げがし易いような肉盛を目指すことです。
「余盛」と呼ばれる、溶接技術に関して使用される用語があります。余盛とは、仕上げ寸法の表面外に出た余分な肉盛溶接で、余盛となっています。
肉盛は、仕上げ寸法より少な過ぎては足らず、大き過ぎては余り・・・ここが、勝負の為所です!
当社のような金型補修のための肉盛溶接においては、極力少なく、溶接後加工の仕上げの工程に手間をかけず、時間短縮に貢献することが何より第一の目標です。
他の目的(強度が必要である場合など)の溶接においては、耐力が足りないことで余盛の過小は溶接不良とされることもあり具体的にはJASS6により許容値が定められています。
仕上げいらず、”余盛無し”溶接の提供が究極とも考えられます。
今のところは、そんなことができるかどうかは分かりませんが・・・
今日の若き溶接職人

溶接ガール現る?!
溶接助っ人の登場?!
出来ることならば、家で落ち着いて宿題や明日の学校の準備をしたいのですが、姉と兄の付き添いで母が手を取らて・・・
末っ子が工場に来ています。
習い事の合間に・・・工場へ来て、爺じと一緒に溶接の真似事。助っ人になる日も近いかもしれません。
Follow me!