銅の治具を活用してレーザー肉盛溶接
”雌ネジ部分のすぐ側”をレーザー肉盛する案件をいただきました。
肉盛範囲は、幅が円周をグルリと一周。
肉盛高さは直径で1mmでしたので、片側で0.5mmが必要です。
ポイントは、”雌ネジ部分のすぐ側”ということでした。
まずは、クレーンを使用してセッティング。
そう、円周グルリだったので母材を少しづつ少しづつ回転させてレーザー溶接していきます。
基本的な肉盛を行う瞬間は、その繰り返しとなります。
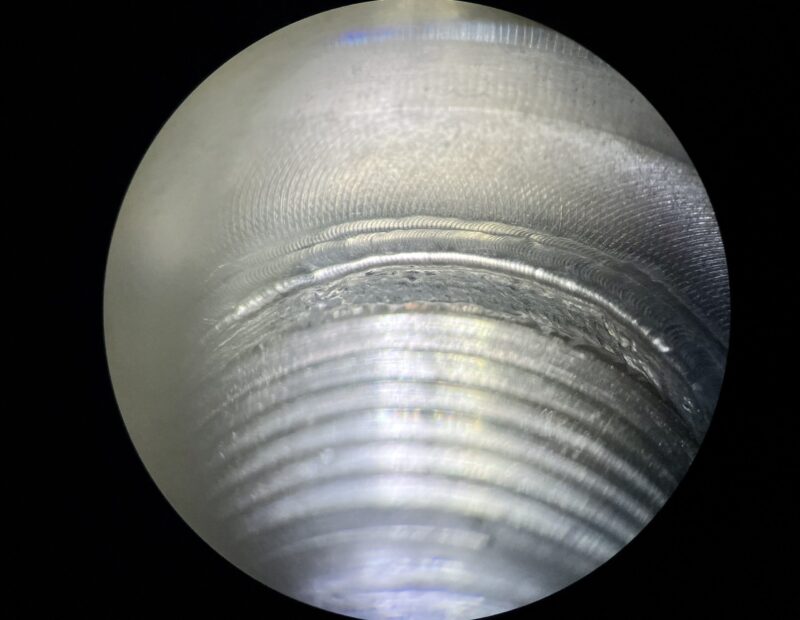
銅板の治具製作してレーザー肉盛後
添付写真はレーザー肉盛後となります。
今回は、あえて肉盛後の写真から紹介させていただきました。
肉盛する前、その前の準備がPOINTとなりました。
そう、”雌ネジ部分のすぐ側”に溶接してたからです。
雌ネジの部分は溶接する必要がない部分です。
ご存じのように、ネジの部分はギザギザの山の形状が連なっております。
その山の頂点は鋭角な形状ですので、そこにレーザー照射してしまうと・・・
0.001秒で、溶けて崩れます。

銅板の治具製作してレーザー肉盛中
そうならないために、銅の治具製作を行って溶接前の準備に注力しました。
予想はできます。
ただ、実際に使用してみないとわからないこともあります。
予想通り、上手くレーザー肉盛できるのか・・・
溶接する品物それぞれ一つ一つに合わせて、溶接加工してきた蓄積があります。
レーザー溶接を初めて17年目となり、これまでの経験からくる確かな見解があります。
と、自分に言い聞かせてレーザー照射。
結果は、”まずまず良い”といった具合です。
良かったところは、”雌ネジ部分”を守り圧倒的に安心して溶接加工ができたところです。
改善が必要なところは、治具のセッティングに時間を要し過ぎたところです。
もう少し円滑に、治具製作を行いもう少し円滑に治具の移動などの使用方法のところを究めることが大切だと感じました。
今日の若き溶接職人
ありがたいことにお客様に頂き物を届けていただきました。
”和歌山みかん”で栄養補給をしっかりと行えます!
そのご厚意に応えるべく、より一層精進してまいります。

「和歌山みかん」ありがたいいただきもの
Follow me!

