丸穴加工の内側壁をレーザー肉盛溶接で補修
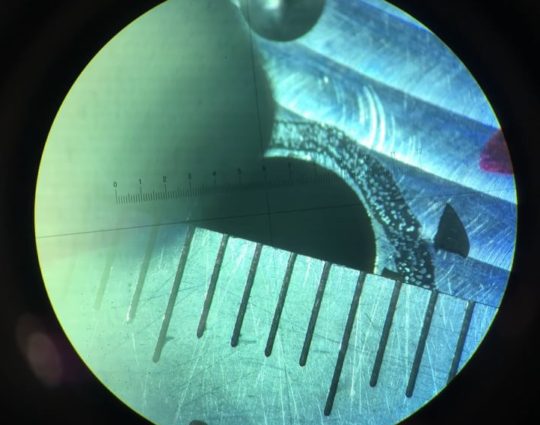
プラスチッック金型の補修のためレーザー溶接する前
丸穴加工の溶接補修は、よくあるパターンの一つです。
その中でも、約Φ5mm穴の奥方向(表面からの深さ)の必要とされる距離が3mm以上という案件の話題です。
”穴の奥方向への距離”これが、本当に重要なポイントになります!
特にレーザー溶接の溶け込む深さについては、深い溶け込みとの印象が強いようで、「どのくらい溶け込むか?」お問い合わせをいただくことがあります。そのことについてもう少し、今回の話題で取り上げようと思います。少し理解に苦むかもしれませんが、お付き合いいただけると幸いです。
そもそも肉盛溶接は、材料と溶接ワイヤーを溶融してさせていきます。
今回のような内壁レーザー肉盛溶接が要求される時には、レーザー照射角度の調整をして必要な深さまで狙いを定めます。ですので、”丸穴の小口直径で大方のレーザー溶接が可能な深さが決まってくる”ということです。
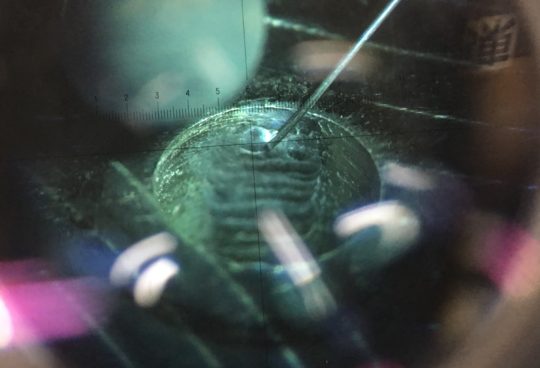
丸穴加工の補修のために、内側の壁をレーザー肉盛りしています。
正直・・・ネット検索ですぐにお分かりかとは思いますが、様々なレーザー溶接に関する情報は出ています。
ここでは、特に”肉盛溶接”について、私の見解が主体となることもありますが書かせていただきます。長くなりましたが、ここまで読んでいただきありがとうございます。
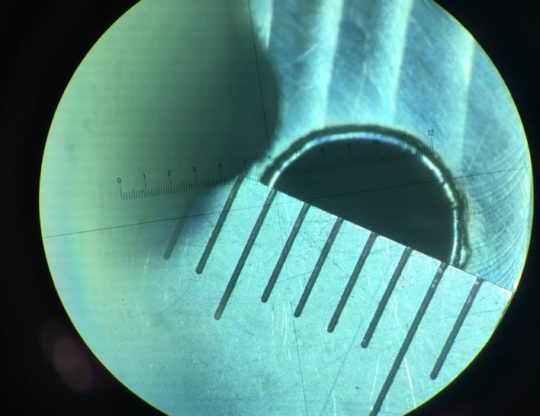
プラスチッック金型の補修のためレーザー溶接した後
実際に溶接前後に金型を見ても、添付写真のように丸穴の奥深さが3mmレーザー溶接していることは、パッと見ても伝わりにくいものなのです。一つ一つ、精密かつ丁寧に、溶接同様に伝えることも尽力します。
今日のレーザー溶接職人
懲りずにフットサル1/4からはじめました。
いやー、失敗失敗の連続でした。
なんと!味方のチームの方からボールを奪おうとしていたのです。
その日に集まった20人くらいで4チーム作って初心者ルールで試合形式で楽しむ個人フットサルに参加した時のことです。
数人は、知った顔のメンバーだったのですが中には初対面の方いらっしゃた・・・などの言い訳はできません。
とにかく、ハーハー息切れがする中でも走って蹴ってケガだけはしないように気を付けていますが、こんなにプレーで迷惑をかけてはいけません。申し訳ありませんでした。
Follow me!