C1の面取りを直角に補修するための肉盛溶接
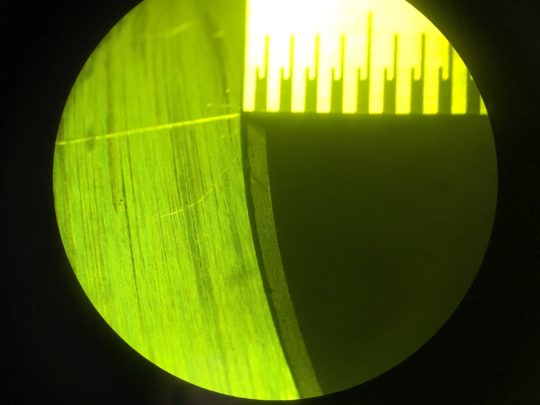
図1 精密TIG溶接で肉盛溶接する前
図1は、金型の補修の依頼で、精密TIG溶接をする前の顕微鏡を覗いた画像です。
この場合、10倍に拡大して溶接しています。
黄緑色のように見えるのは、溶接時に発生する光を遮光している遮光フィルターを通しているのでこのように見えます。
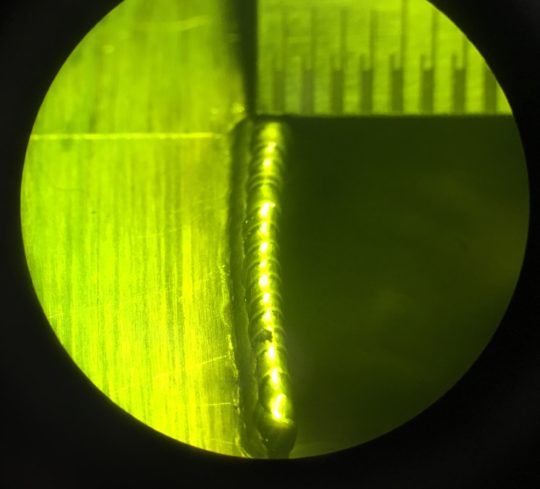
図2 精密TIG溶接で肉盛溶接後
そして、図2が精密TIG溶接で肉盛溶接した後の画像です。
C1の面取りを直角に戻すための肉盛溶接の依頼でしたので、約1mmの肉盛溶接の高さを目指し精密TIG溶接を行いました。加工時間は長くなりますが、レーザー溶接で行うことも可能です。
C0.2程度の面取り、糸面と呼ばれる面取りを直角に戻すための肉盛溶接の依頼であれば、約0.15の肉盛溶接の高さを目指し溶接します。
特に金型補修では、肉盛高さが0.3mm程度であれば仕上がりが良好なレーザー溶接をお薦めする場合が多いです。
ちなみに・・・
C1の面取りを直角の戻すための肉盛溶接の寸法の計算は、45℃の二等辺三角形の二等辺が1mmなので・・・
1÷1.4≒0.71 となりますので約1mmの肉盛溶接の高さを目指すことになります。
C0.2程度の糸面取りを直角に戻すための肉盛溶接の寸法の計算は、同じく45℃の二等辺三角形としての二等辺が0.2mmなので・・・
0.2÷1.4≒0.14 となりますので約0.15の肉盛溶接の高さを目指すことになります。
細かい話になりましたが、計算は数字に具体的に表されるので目指す基準にはなくてはならないです。が、あまり細かくても実際の加工仕事がスムーズに進まないこともあるので、思い切りも大切です。
今日の若き溶接職人
5月の連休が終わりました。
毎年感じるのですが、この時期を過ぎると・・・次の連休は、お盆休み・・・その次は、年末年始の正月休みになり、時の流れが早く感じます。
1日1日、1つ1つしっかりと過ごさなければなりません。
Follow me!

