レーザー溶接で0.1mm仕上がりを目指すには?!
0.1mm仕上がりを目指すレーザー溶接
金型の補修のため0.1mmの仕上がりを目指すレーザー溶接依頼がありました。
やはりポイントは、0.1mm以上を目指し、それより大きく肉盛過ぎず無駄なく、いかにレーザー溶接を行うかです。
しかし足りなければ、不良でやり直し・・・勿論、採算が合わなくなることもありますし。それ以上に信用問題にもなり兼ねません。

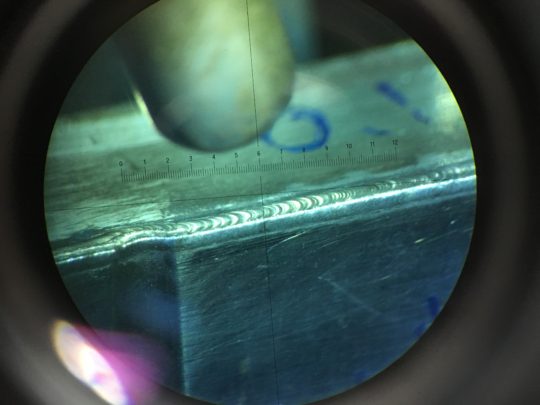
デジタルノギスで測定
いくらレーザー溶接が精密とは言え、肉盛溶接には変わりないのでウロコ状の波はありますので、わずかに山あり谷ありとなっています。
とは言うものの、実際にデジタルノギスで測定すれば、概ねの数値は出ます。はい・・・出ました、0.11mmです。何か所か測れるところがあったので助かりました。
形状によっては、ノギスが入らないときもあります。
そんな時は・・・溶接ワイヤーを目安にしたり、ある程度の寸法をあらかじめ測っている銅の薄板を曲げて目安にしたりします。爪楊枝にマジックペンで色を塗って概ねの寸法を見やすく確認したりもします。
今ブログを書いていて感じたのですが、溶接を目指す寸法の通りに仕上がっているかの確認の作業に、結構な時間を費やしていそうです。今度、実際に測ってみます。
また、ノギスだけでなくゲージなどの道具を駆使することが重要とも再確認しました。ありがとうブログ!
今日の若き溶接職人
電気の安全調査
関電サービスからのお知らせが来ていました。
関電サービスは、関電の委託を受けて調査員が調査をしているそうです。
4年に1度なので記憶にないのかもしれません、皆様ご存知でしょうか?
漏電の点検などがその内容だそうです。結局数分で調査は無事に終わりました。
Follow me!