レーザー溶接&精密アルゴン溶接〜プラスチック金型を肉盛補修〜
こんにちは。
レーザー溶接&精密アルゴン溶接でプラスチック金型を肉盛補修しています。
作業者2人、納期は9日間。

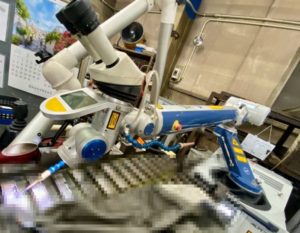
精密アルゴン肉盛補修前
添付写真「精密アルゴン肉盛補修前」は溶接加工前のプラスチック金型です。
最大深さが50mmほどの部分から肉盛していきます。
およその肉盛厚さが5mm、幅15mm必要となります。
お客様とは、レーザー溶接もしくは精密アルゴン溶接のいずれかの溶接方法で行うように打ち合わさせていただいていました。
この部分に関しましては、レーザー溶接では肉盛量が多過ぎて加工時間ばかり費やします。
アルゴン溶接では溶接の必要ない部分への変形や、過剰な肉盛が懸念されます。
そこで精密アルゴンを選択。
先端が針のような形状のものがタングステン電極です。
そのタングステン電極をカバーしているノズルは、通常のノズルでは届かないのでロングノズルへセッティング変更して行いました。

精密アルゴン肉盛補修後
添付写真「精密アルゴン肉盛溶接後」が肉盛溶接後の写真となります。
大方の予想通りに、肉盛は完了。
タングステン電極をΦ1.6mmを使用するのか?!
それとも、Φ1.0mmを使用るのか?!
溶接前に計画を立てていたも、思うようには行かいことがあります。
電極の直径によって、それぞれノズルの種類は分かれます。
さらにロングノズルにも形状がいくつかあります。
選択と実行、レーザー溶接と精密アルゴン溶接と作業者絵お入れ替えたりと役割分担も行っています。
総合的な結果として、良い仕事の提供ができるように、汗をかいて生産性アップを目指しております!
今日の若き溶接職人
一日10,000歩続けています。
・・・とお伝えしようと記録を見ますと、昨日は・・・9,455歩。
残念。
1年間、1日平均12,402歩で平均は10,000歩は達成しています。
ただ昨日は達成ならず、残念。
気を取り直して、日々続けます。
Follow me!