300×600×500mmレーザー肉盛溶接の作業風景
こんにちは。
最近になり、特に眼鏡のお世話になることが多くなってきています。
PCやスマホ、毎日顕微鏡を覗き込んでいるからでしょうか。
視力も筋肉で制御しているそうなので、筋トレで鍛えることに意識します。

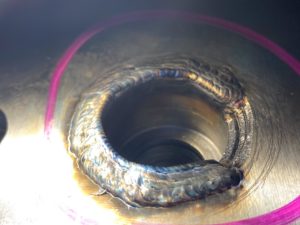
レーザー肉盛溶接の作業風景
さて、今回は金型のベース製作業者様に依頼を承りました。
モールドベースという、金型の外側部分となる部品です。
面取りしてはいけない部分を面取り加工後、補修のためにレーザー肉盛溶接を行う内容です。
その大きさは、およそ高さ300mm×巾600mm×奥行500mmです。
このクラスになると、溶接ヘッド部分の顕微鏡を傾けてレーザー照射する角度調整を行うことからはじめます。
小さいものであれば、自在マグネットやバイスを活用します。
角度調整には、一度セッティングすれば即OK!・・・
とはいかないことが多くあります。なぜかというと、その時その品物一品一品状態は異なる物をレーザー溶接していくからです。
今回の場合は、その面取りの状態が大きく影響を及ぼしました。
距離にして180mm程ありましたが、その状態は100mmほど行った辺り・・・
肉眼では分かり難いですが、10倍顕微鏡で確認すると明らかに途中で変化していたのです。
そこで、同じ角度では上手くレーザー溶接できないと判断し、角度チェンジ!
その繋ぎ目に注意して、スムーズに溶接加工を終えることができました。
やはり、途中で面取り状態の違いに気付いたこと。
”気付き”がポイントとなる案件となりました。
今日の若き溶接職人
1日10,000歩。
1週間は達成しています。
1ヶ月は達成していません。
継続続することは、本当に難しいのと同時に自分の弱さを感じます。
よし!次こそは続けます。最近、体重3k増となってしまいました・・・
Follow me!