これぞレーザー×精密アルゴン肉盛溶接!
こんにちは。マスクで顕微鏡のレンズが曇ることがなくなった今日この頃。
ポジティブ発言をし、レーザー溶接に励んでいます!
皆様、いかがお過ごしでしょうか。
これぞ!レーザー×精密アルゴン肉盛溶接
今回は、『これぞレーザー×精密アルゴン肉盛溶接!』
と見出しに書きました通り、ガッツリと肉盛溶接をした案件についてです。
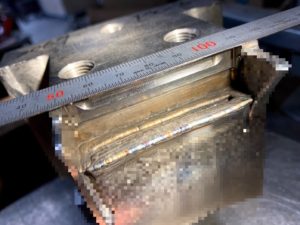
金型部品の補修のための肉盛溶接となります。
まずは、使用した溶接ワイヤーについて。
溶接ワイヤー直径は、Φ0.3mm、Φ0.4mm、Φ0.5mm、Φ0.6mmの4種類。
材質は、PXA30(プラスチック金型用鋼)。
次に、溶接方法について。
レーザー溶接、精密アルゴン溶接の2種類。
溶接ワイヤーは、レーザー溶接でも精密アルゴン溶接でも同じ溶接ワイヤーを使用できます。
直径0.1mmの違いで、溶け具合に大きな変化が発生します。
そうなんです、溶接の基本である”溶ける”この理解度が試されます!
ここでは、金属が溶ける温度「融点」に達しているかどうかの判断がポイントとなります。
思い返すこと15年前・・・「溶ける」という言葉。
ベテラン職人の義父からよく聞いたフレーズです。
「”溶ける”のが分からな、話にならんで。」とよくアドバイスをもらったおかげで、今に至ると感じます。
話しを戻しましょう。
まず、溶接ワイヤーだけでなく、金型部品の両方を溶かしてレーザー肉盛溶接。
その後に、精密アルゴン肉盛溶接をする。そして、またレーザー肉盛、さらにもう一度、精密アルゴン肉盛溶接で溶接完了となる手順を整えました。
”金型部品の温度管理”と、品質精度が高く要求される”プラスチック製品部分の際辺りを丁寧に肉盛すること”がポイントとなります!
およその寸法は、縦×横×高さ、15mm×60mm×2mmの肉盛量。
根気よくコツコツとほぼ1日かけて終えました。
今日のレーザー溶接職人
懲りずにフットサル、約2ヶ月間休みを経てついに再開しています。
勿論、受け付けはマスクを着けソーシャルディスタンスを守ること。
プレー中もマスクは無理せず装着となっています。
汗掻きます。ボール扱いは上手くいかないこともあります。
それでも、楽しいんです!
緑の芝の上で皆さんとボール蹴って身体動かすのは楽しいですね!
ふと気付くと・・・もっと上手くなりたい!
そう欲してしまいますねー
練習!体を動かすしかありません!自分に合ったやり方を模索中です・・
Follow me!