これが限界?!精密アルゴンで奥まった部分を肉盛溶接

精密アルゴンで奥まった部分を肉盛溶接
金型の加工の補修のために精密アルゴン肉盛溶接を行っています。
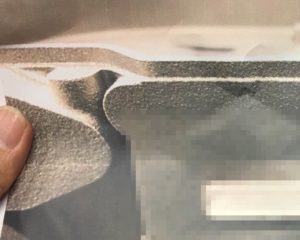
必要な肉盛高さは約0.3mm、巾は約5mm、距離は約70mmです。
金型の大まかな形状としましては、奥まった凹み部分の一部分となります。
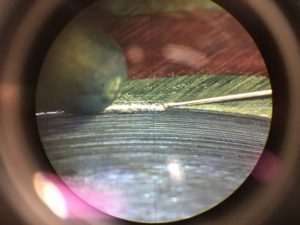
この”凹み部分”がなかなか厄介な時があります・・・今回は、添付写真でご覧いただけます通り(分かり難いかもしれませんが)溶接トーチと呼ばれる部分が条件を整えて届きました。
ピカッと光る電極となっている針の先が届けば何とか溶接は可能な場合が多いです、それでもトーチ部分のノズルから出るアルゴンガスが充分に到達できるように角度の調整なども必要ですので場合によっては不可能な時もあります。
そんな時には・・・レーザー溶接におまかせ!!
または、レーザー溶接と精密アルゴン溶接とを併用して肉盛溶接する方法もあり、こちらは特に最近多くなってきているように感じます。
今回は、角度の調整なども上手くいき溶接加工終了しました。
金型は特に、一品料理と同じように、同じ形状はないと言われます。同じようでもどこか違う、または、同じ形状でも構造が違うことや、製品には見えない冷却部分が違うとよく聞きます。
一つ一つ、溶接に関しても同じようで違うことも多いと思いますので、何なりとご相談していただけるとありがたいです。
今日のレーザー溶接職人
懲りずにフットサル、懲りずに1年は続いたのですがその後が・・・なかなか伸び悩んでいます。
体調不良などの言い訳はできません。現実に週1回どころか月1回ペースにダウン中・・・
その間、小4の息子はヘディングのリフティングも随分様になってきて、もう親父を抜かしていると思われます。
嗚呼、情けない。しかし、これが現実・・・少しでも一緒にボール遊び楽しめるように、懲りずにボール蹴っていきます。
Follow me!