金型の狭くて深いところをレーザー肉盛溶接

狭くて深いところをレーザー溶接
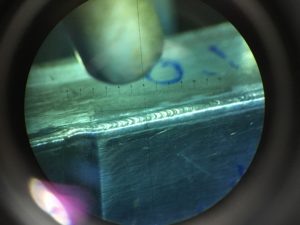
狭くて深いところをレーザー溶接しています。
レーザー溶接に限らず、TIG(アルゴン)溶接やガス溶接でも、特に狭くて深いところ凹み部分の溶接は、とにかく厳しい溶接条件が多いです。
今回の概ねの寸法は、縦550mm×横600mmで深さが300mm以上あるような大きく掘れた形状の一番底の部分をレーザー肉盛溶接した紹介です。
対象物は金型で、200kgはありそうな鋼の塊との格闘のはじまりです!
レーザー溶接の顕微鏡を覗く辺りの部分をレーザーヘッド部と言うのですが、その部分をグッと金型の奥まった底部分に近づけてレーザー照射を適正にできる照射距離まで近づけます。
これまでのブログでも何度も出てきて、くどいようですがレーザー溶接で良い結果を出すためには、照射距離を適正に保つことが必要不可欠なのです。
そのためには、レーザー溶接機の普段あまり調整しないようなヶ所の調整が必要なので慌てず、逸る気持ちを抑えつつしっかり行います。
写真で溶接ヘッド部分は確認できるかと思いますが、結構大きいです。顕微鏡は人が覗いて使用するので、自ずとその物自体の大きさは決まってくるとは思います。その大きさが入るスペースって決まってきますよね?!
さらに、アルゴンガスを照射部分近くの位置までノズルの位置調整をします。それから、手を照射部分に近い位置まで突っ込み、溶接ワイヤーを送り込み、やっと肉盛溶接がスタートします。
専用の治具を使っても少しずつしか送り込めません。やはり、狭くて深いところの調整には困難を極めました。
まさにギリギリの溶接仕事でした。
照射距離の長いレンズもありますが、コスト面で現在は購入には至っていません。
今日の若き溶接職人

サッカーの朝練少しづづ続けています。
サッカーの朝練、続いています。
なんとか・・・寒さに負けず、インステップキックを習得しようとしています。
公園についてバックをおいて30分ほど練習した後、帰るころには”霜”が付いていて大喜び「理科の実験みたや!」と言ってフーフー息を吹きかけて寒さを楽しんでいます。
Follow me!